|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
CNC Plasma Cutting
Since we will be working primarily with 1/4 inch steel on a 74ft boat, we selected a Hypertherm Powermax1000 with a 50 ft umbilical between the machine and the hand torch; part number 083179. The price was just over $2,400 with shipping from www.bakersgas.com in early 2008. We don't need 50 ft of umbilical for the CNC table, but it will come in very handy when working out on the boat. Plasma torches require lots of dry air, or they will not cut cleanly and they will burn up the expensive consumables faster. We already had 5 HP compressor capable the required of 6.7 cfm at 90 psi, however we added a low cost "3-in-1 Refrigerated Air Dryer" unit from Harbor Freight for $300. Conversion to CNC
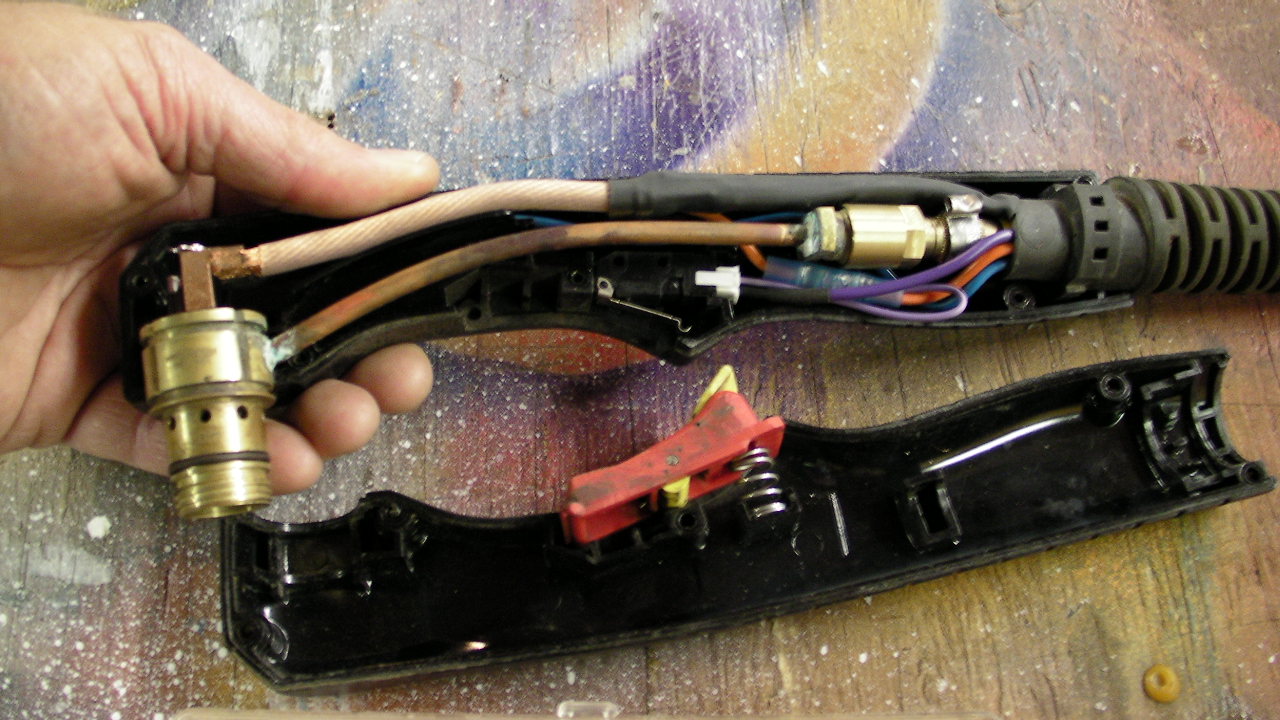
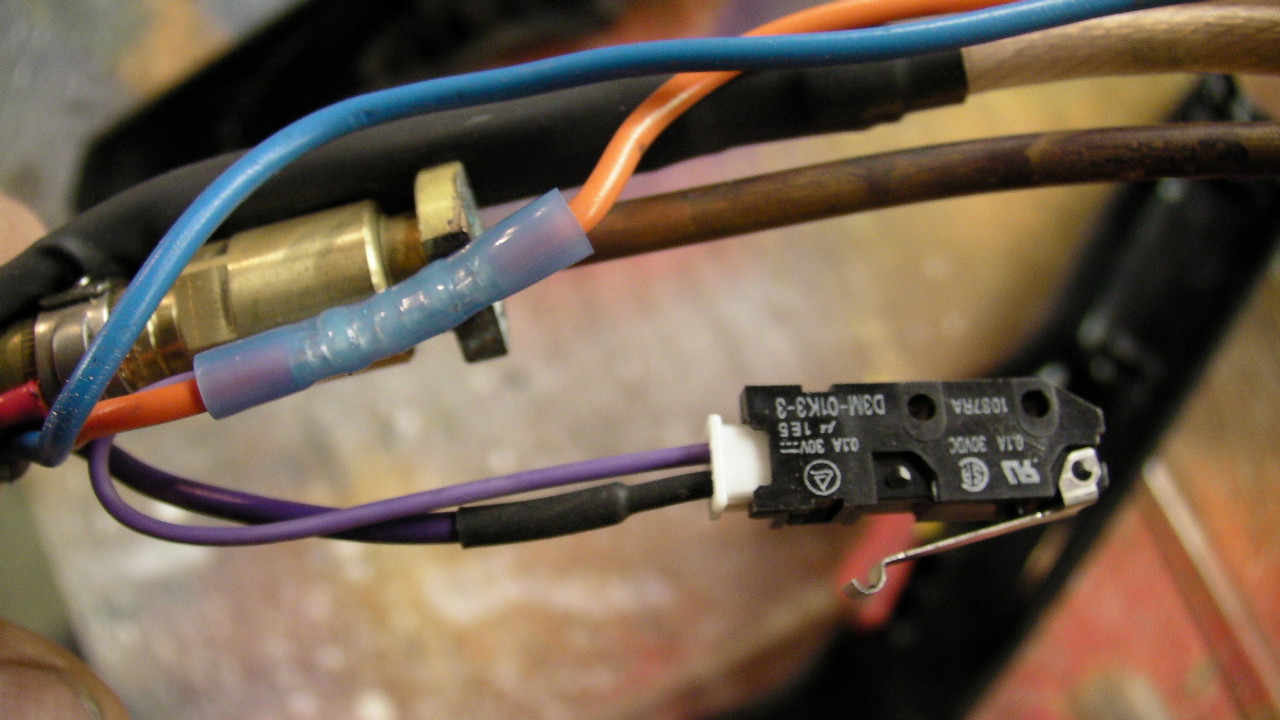
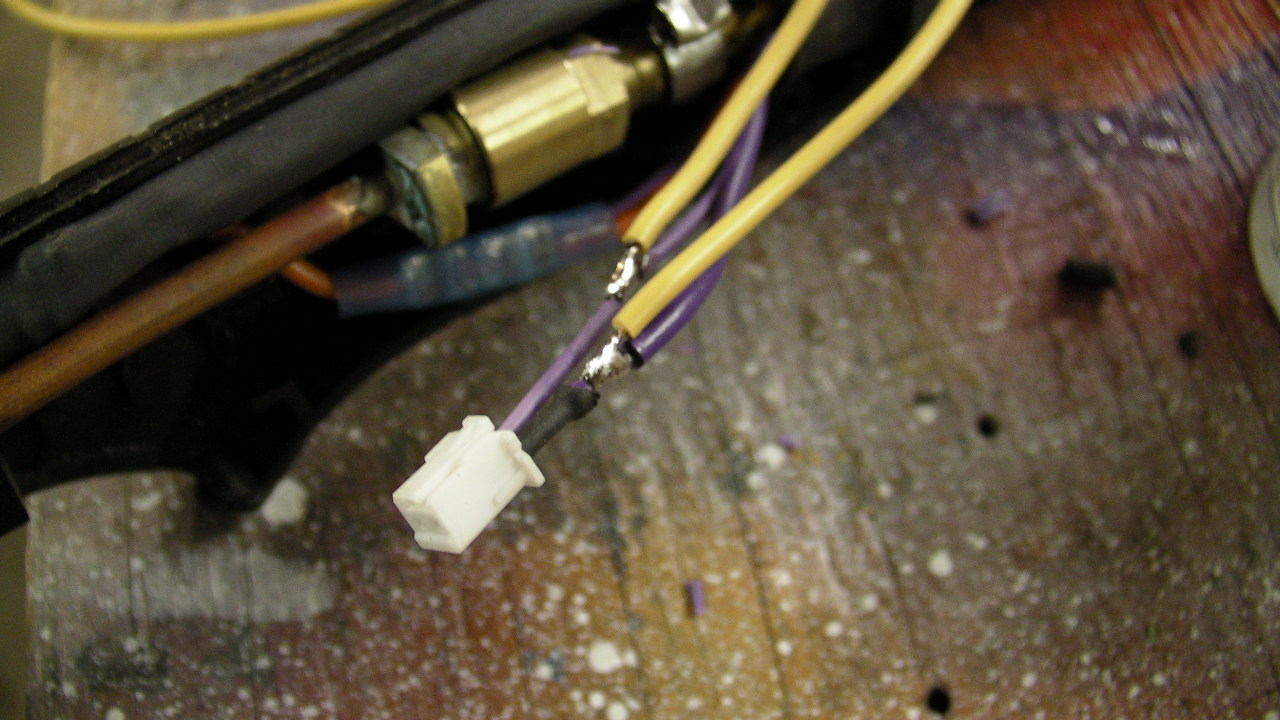
We purchased a used CNC router table and got it into working condition, and now it's time to convert it to for use with the Hypertherm. They make "machine torches" specifically for CNC tables but the hand torch is easy to adapt so there not need to buy another torch. The first step is to modify the torch trigger so that it can be trigged by the CNC machine instead of manually. Because our CNC machine currently dives a router, there is already a 110 volt AC power line coming from a relay in the control box that lets the controller power on and off the router. We are simply going to unplug the router from the end of that cord and replace it with an AC coil relay switch. So when the controller powers the line, the relay will close two normally open contacts just like the micro switch inside the Hypertherm's hand torch. So all we need to do is and two wires to the hand torch on either side of the trigger switch that connect to the AC relay. It's important to note, that the coil on this relay is AC. Most relay coils are DC and the switches in the relay can be used for either AC or DC. So just because you see 120v AC on the relay, does not mean that the coil is 120v AC.
Adding Torch Height Control (THC)
Without torch height control it is necessary to level the steel on the cutting table so that the gap between the tip of the plasma torch and the steel stays the same. Too low and the torch grinds into the steel plate. Too high and the torch drops the arc or will not pierce the steel. It's not hard to level heavy plate steel, but even 1/4 inch steel can bend too much over a 2 foot span to make cutting it impossible without manually adjusting the touch while it's cutting or adding THC. So I finally broke down and purchased the cheapest THC available with was a Polish made, Proma Compact THC for $250 (2012) off eBay. It's a relatively simple device. It senses the voltage being used by the plasma machine as it tries to maintain the arc between the tip and the metal. A bigger gap requires more voltage, and a smaller gap requires less voltage. However the actual voltage will change depending on the speed of the cut, the torch amperage setting, the thickness of the metal, the wear condition of the tip and nozzle, and lots of other more minor factors that cause the voltage to vary. So you'll need to do some testing and then take your best guess and set that number on the Proma THC device. The THC then compares the voltage of the plasma arc with what you set as the desired voltage and then signals the CNC controller to either raise or lower the torch in order to try and maintain that voltage. And there are times that this will not work. For instance when you torch consumables are old and it starts to burn the nozzle, or when the path of the cut crosses over a previous cut or hole. But it is better that nothing and a heck of a lot cheaper than professional THCs on the market. The next problem was that I could not enter a negative number in the THC Min field of the Mach3 Plasma profile window. That fix required downloading and installing MachScreen and modifying the Plasma.xml file in the Mach3 directory. If that change is all you need then you can download it here: Plasma.xml Tip: After cutting several holes, the tip may become fouled and need cleaning. Add an G00 Z4 followed by M1. To raise the torce to 4 inches and pause at that point in the g-code until the Start Cycle button is pressed again. For 1/4" mild steel we set the THC at 185 volts and cut speed at 85 ipm. For 1/2" mild steel the THC needs to be 160 volts and cut speed of 16 ipm. It would also be a good idea to increase the THC delay time before the Z-axis is given the instruction to move. This will prevent the THC from driving the head into the plate when it reaches the starting point and the voltage starts to go up. Once you have your THC, you'll likely want a floating head next. A floating head will set the height of the torch before it starts. This will be most helpful when you have holes to cut that are not close to each other, because there is likely to be too much change in the metals height which will cause the torch to be too close or too far away from the metal when it tries to pierce it. So until you have a floating head, the best thing you can do is level you metal as best as you can and break up clusters of holes onto separate files so you can manually set the starting height for each set.
Maintenance and SuppliesThe Electrode and Nozzle are the most frequently replaced. As the nozzle wears the plasma arc will get wider, more dross will be produced, and the cutting kerf will get wider. Check the hole in the nozzle and replace it when the hole is oval or has a notch in it. Even if the hole looks good, you can try a new nozzle to see if the cut quality improves.
The electrode has copper surrounding a hafnium core that is slowly burned away. Once the hafnium erodes back into the tip the arc will start burning the copper. The arc will have a greenish color and the plasma stream will be wider, which will quickly eat up the nozzle. When replacing the electrode is a good bet that the nozzle needs to be replace too. The Swirl ring only needs to be replace if it has noticeably damaged or if you have replace the nozzle and electrode and the cut quality is still poor. When you do change the Swirl ring, use silicon grease to lubricate the rubber o-ring. The Shield gets replace only when the hole is no longer round and the Retaining cap is only replaced when physically damaged. The T60 torch has a separate set of consumables for gouging which is cutting the surface without cutting all of the way through the metal and fine cut for accurately cutting thin sheet. For more details go to www.hypertherm.com and fine the Service and Operator manuals under the Library tab.
Tips for extending consumable life
Cut Quality
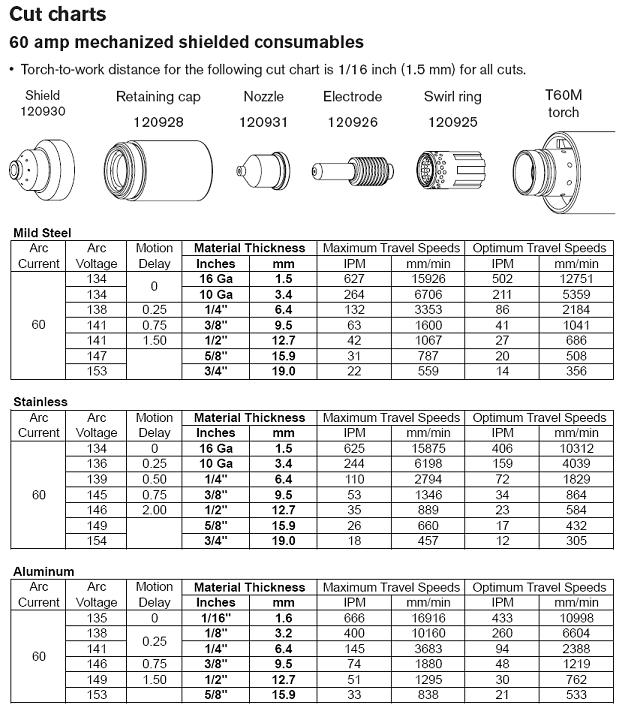
Hypertherm Cut Charts
Harbor Freight Roller Bender
Upscale Plans
|